This fixture is used to hold a CCB part in optical measurement system. It is fully automated by a PLC. There are 4 clamping points and 2 fixed locating pins. The clamps have a special mechanism which can produce very high forces. In this project they were designed to produce approximately 14kN.
When the part is loaded to the fixture by the robot, firstly the part is transferred securely from gripper to the fixture by holding it with 2 temporary clamping mechanisms which apply very small force. After the gripper leaves the area, the main clamps close one by one according to customer specific clamping sequence. After all clamps are closed, temporary clamps open, not to create additional undesired forces on the part during the measurement.

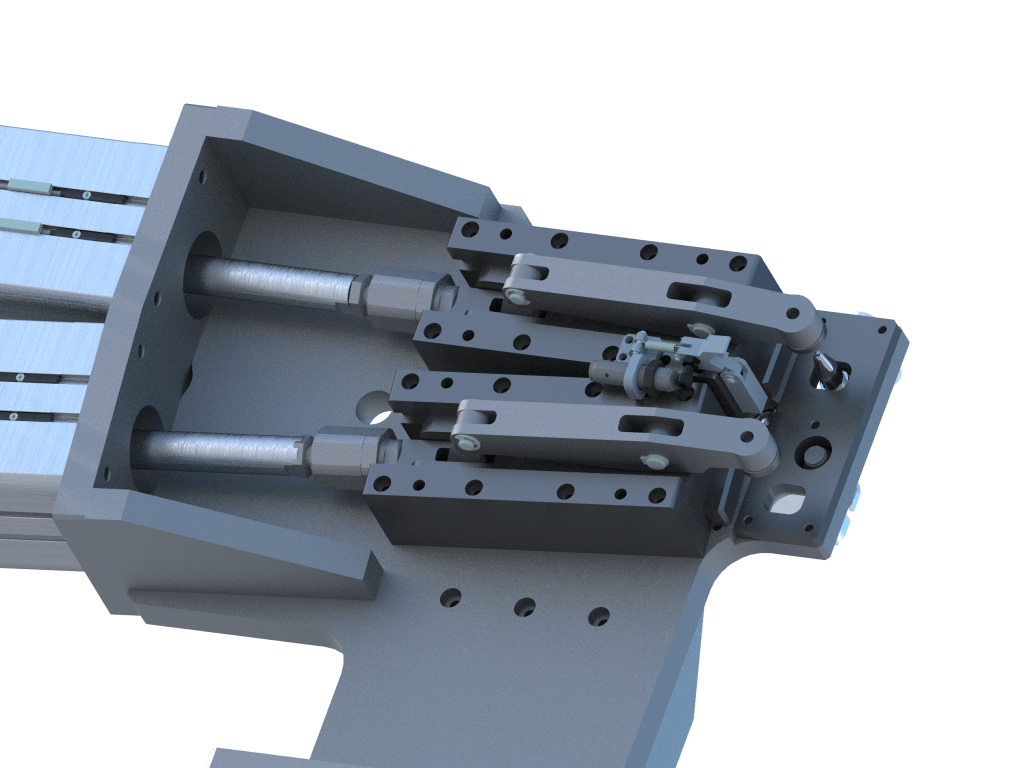
Fixture Overview
This simple clamping mechanism has two movements by one cylinder. When the cylinder pushes, first it has a linear movement. After it hits a stopper, as the cylinder continues pushing, it starts clamping by rotation of the lever.

Here is the basic clamping force calculation of the mechanism. Note that in this calculation the friction force on the slot (where the alpha angle is) is neglected which can actually be very high. Therefore, after the F2 clamping force is found, the friction force which is created by the reaction force must be found and taken into consideration.
